302028, Орёл, ул. Гуртьева, 27

Технология изготовления секции панельной
1. Материалы и полуфабрикаты, комплектующие изделия проходят входной контроль в соответствии с ГОСТ 24297. Для производства секций панельных применяются бесшовные трубы ст. В20, листовой прокат ст.10, ст.20 спокойной плавки.
2. Резка листа и сортового проката производится на ножницах гильотинных, пресс-ножницах, штампах, абразивно-отрезных и фрезерно-отрезных станках, методом газовой резки на специальных машинах.
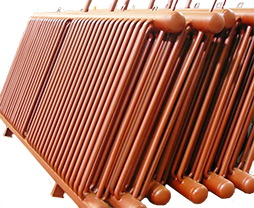
3. Изготовление панелей для секций начинается с вырубки заготовок из листа 2,0 мм, затем следует штамповка на прессе для формирования каналов под аммиак.
4. Сварка панелей выполняется на машинах шовной и точечной контактной сварки в специальном кондукторе. Перед сваркой производится подготовка поверхностей деталей под сварку.
5. Коллекторные трубы 57х3,5 и 38х3,0 нарезаются в размеры на абразивно-отрезном станке, сверлятся по кондуктору на радиально-сверлильном станке, зачищаются абразивными кругами.
6. Сборка панельных секций производится на сборочно-сварочном стенде, обеспечивающем технологичность и точность присоединительных размеров. Сварка осуществляется методом полуавтоматической сварки проволокой СВ08Г2С в среде углекислого газа.
7. Перед сваркой секций панели испытываются на прочность давлением 1,6Мпа; после сварки панелей в секцию производится проверка секций на прочность и герметичность давлением соответственно 1,6 и 1,2Мпа под уровнем прозрачной воды.
8. Окраска секций производится грунтом ГФ-021.
| ТИП СЕКЦИИ | 1002.11.000 |
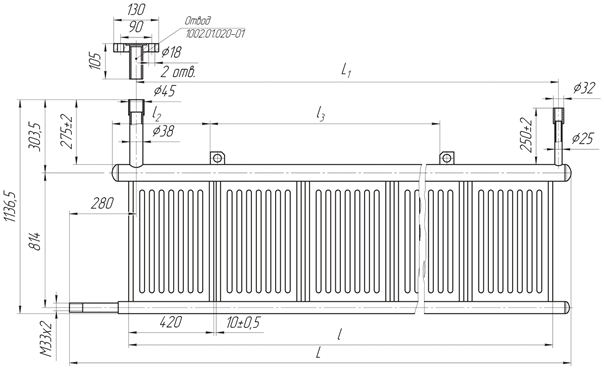
| РАЗМЕРЫ, мм | L=2860, L1=2532, I=2570, I1=380, I2=1800 |
| КОЛИЧЕСТВО ПАНЕЛЕЙ, шт | 6 |
| МАССА, кг | 98 |
| ПЛОЩАДЬ ПОВЕРХНОСТИ ТЕПЛООБМЕНА | 5.1 |
| ЁМКОСТЬ СЕКЦИИ | 0.0176 |
| ТИП СЕКЦИИ | 1002.11.000-01 |
| РАЗМЕРЫ, мм | L=6440, L1=6112, I=5150, I1=1370, I2=2200 |
| КОЛИЧЕСТВО ПАНЕЛЕЙ, шт | 12 |
| МАССА, кг | 193 |
| ПЛОЩАДЬ ПОВЕРХНОСТИ ТЕПЛООБМЕНА | 10.2 |
| ЁМКОСТЬ СЕКЦИИ | 0.0342 |
Другие наши товары:
| ПРИМЕНЯЕТСЯ ДЛЯ АППАРАТОВ | ТИП СЕКЦИИ | РАЗМЕРЫ | КОЛИЧЕСТВО ПАНЕЛЕЙ | МАССА | ПЛОЩАДЬ ПОВЕРХНОСТИ ТЕПЛООБМЕНА | ЁМКОСТЬ СЕКЦИИ | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| L | L1 | I | I1 | I2 | I1 | |||||
| маркировка | маркировка | мм | мм | мм | мм | мм | шт | кг | м2 | м3 |
| ИП-30...ИП-90 | 1002.11.000 | 2860 | 2532 | 2570 | 380 | 1800 | 6 | 98 | 5.1 | 0.0176 |
| ИП-120...ИП-320 | 1002.11.000-01 | 6440 | 6112 | 5150 | 1370 | 2200 | 12 | 193 | 10.2 | 0.0342 |
Указанные размеры в миллиметрах являются приблизительными. Размеры могут быть изменены без уведомления. Утвержденные чертежи высылаются по запросу в случае оформления заказа.
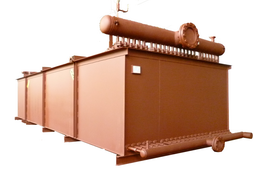
Секция испарительная панельная (ИП)